


產品詳情

一、焊接工作站介紹
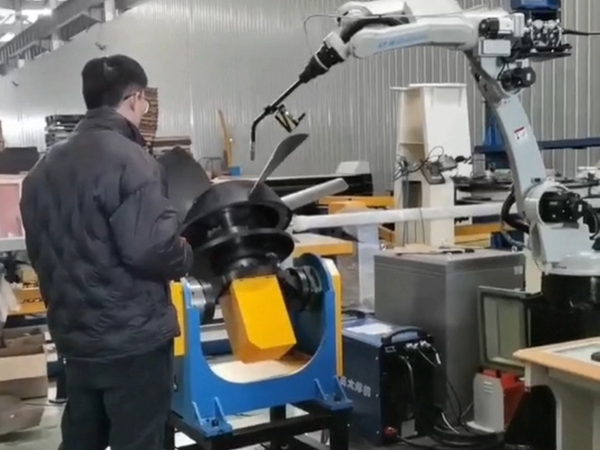
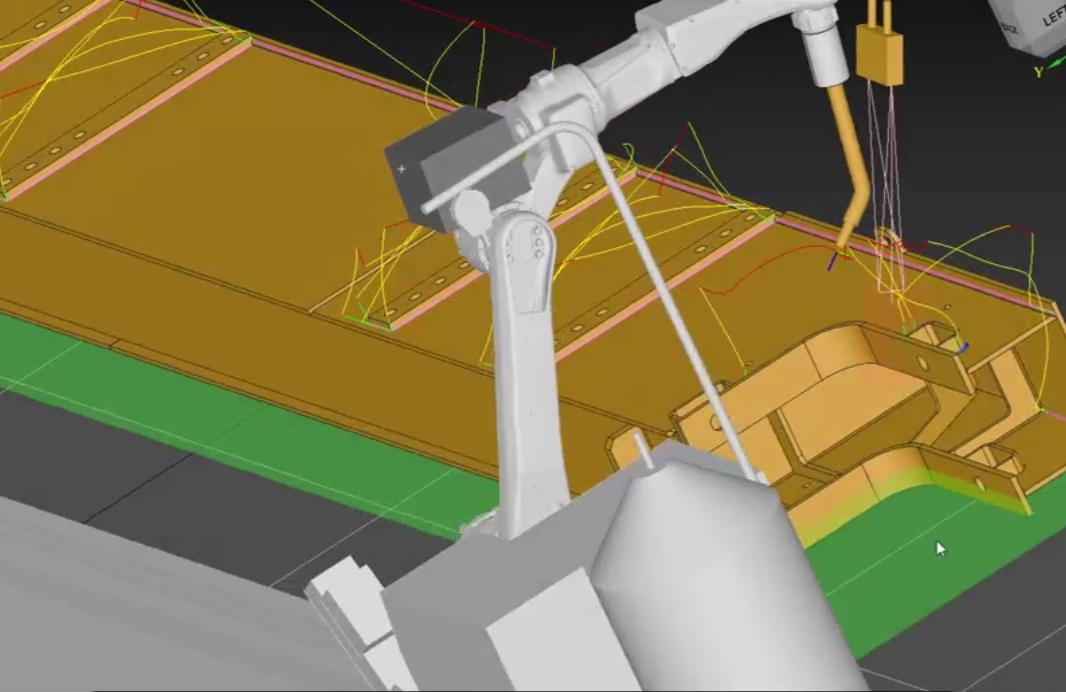
本系統設備由焊接機器人系統、雙軸變位器、激光視覺引導系統、焊接系統組成。本設備用于替代人工完成離心風機葉輪自動化焊接,焊接過程中不需要人工干預,人工操作只需要焊接前的上料、和焊接后的下料,焊接軌跡由激光視覺引導實現自動化引導,焊接高度、前后、左右、姿態旋轉自動調節。
1)現場環境要求
1)環境溫度:0~45℃;2、相對濕度:20~80%RH;3、振動:振動加速度小于0.5g;
4)電源:三相380V;頻率:50HZ;
電壓波動范圍:+10%、-15%;
單站容量:機器人焊接用電源:35KVA;
5)壓縮空氣:5kgf/cm2(需濾出水、油);
6)現場無腐蝕氣體。
2、產品及要求
1)焊接前狀態:工件在前道工序已點焊好;
2)焊接方法:氣體保護焊(80%Ar+20%Co2);
3)焊接產品:風機葉輪;工件的旋轉直徑范圍離心葉輪400~1200mm;工件的最大重量400KG(含夾具)。
大于這規格可以按要求定制。
4)工件被焊部位及定位部位無毛刺,銹蝕,油污等影響焊接質量的缺陷。
5)精度要求:零件間對接焊縫間隙小于2.5mm,角接焊縫間隙小于2.5mm。
6)焊接后狀態:成品(因工裝與工件及焊槍干涉,存在焊接盲點的,由人工補焊)。
3、總體介紹
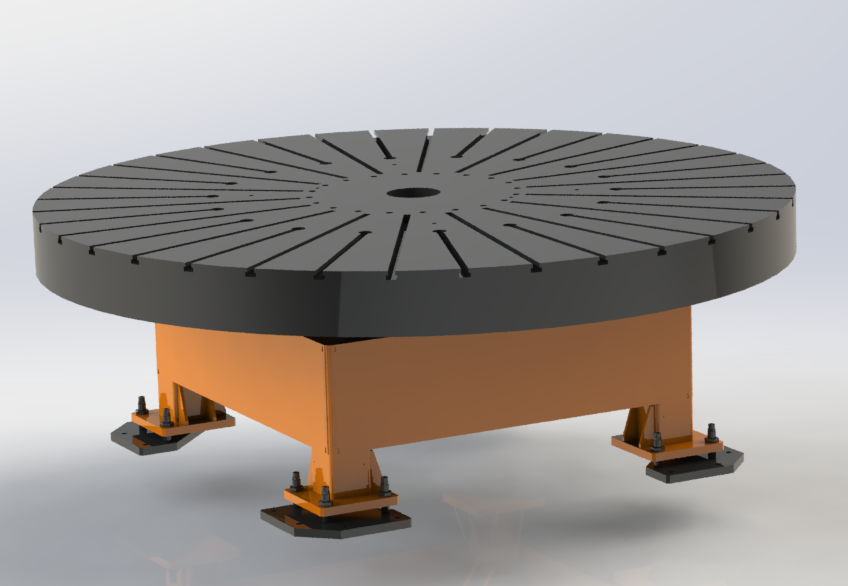
該系統包括六軸焊接機器人、奧太焊接電源、P型變位機、電氣控制系統、激光引導視覺系統、定制焊槍等構成。
該工作站具備各個動作之間信號連鎖以及互鎖以杜絕誤操作的發生,以提高整個工作站的總體性能。
四.工藝流程
1、工件的一般要求為適應機器人焊接生產,提高工作效率,工件注意事項:
1)零件間對接焊縫及角接焊縫間隙小于焊絲半徑0.5mm;
2)工件焊接位置表面應無油、銹、污物,以免產生氣孔等缺陷。2、操作過程
3)人工將工件放在工作臺上定位手動夾緊,按下“啟動”按鈕;B、機器人啟動到達焊接位置,完成焊接;
4)機器人焊接完成后復位;
5)人工卸下工件,完成一次工作循環。
關鍵詞:




在線咨詢
推廣焊接和切割自動化相關技術。
? 24小時內回復
? 現場調試
? 售后服務人員提供周到服務
? 官方網站: m.szra.com.cn
Copyright ? 2024 新寶機器人科技(南通)有限公司 All Rights Reserved | 蘇ICP備19061139號

